Syfte, enhet, funktionsprincip för vevmekanismen. Vevmekanism för en förbränningsmotor: enhet, syfte, hur den fungerar Vevmekanismen är designad
Läs också
Vevmekanismen är designad att omvandla kolvens fram- och återgående rörelse till vevaxelns rotationsrörelse.
Delarna av vevmekanismen kan delas in i:
- stationär - vevhus, cylinderblock, cylindrar, topplock, topppackning och panna. Typiskt är cylinderblocket gjutet tillsammans med den övre halvan av vevhuset, varför det ibland kallas för blockvevhus.
- rörliga delar av vevaxeln - kolvar, kolvringar och stift, vevstakar, vevaxel och svänghjul.
Dessutom innehåller vevmekanismen olika fästelement, såväl som huvud- och vevstångslager.
Block vevhus
Block vevhus- huvudelementet i motorramen. Den utsätts för betydande kraft och termisk påverkan och måste ha hög hållfasthet och styvhet. Vevhuset innehåller cylindrar, vevaxelstöd, vissa gasdistributionsmekanismer, olika komponenter i smörjsystemet med dess komplexa nätverk av kanaler och annan hjälputrustning. Vevhuset är tillverkat av gjutjärn eller aluminiumlegering genom gjutning.
Cylinder
Cylindrarär styrelement ⭐ av vevmekanismen. Kolvar rör sig inuti dem. Längden på cylindergeneratrisen bestäms av kolvens slag och dess dimensioner. Cylindrar arbetar under förhållanden med kraftigt växlande tryck i håligheten ovanför kolven. Deras väggar kommer i kontakt med lågor och heta gaser med temperaturer upp till 1500...2500 °C.
Cylindrar måste vara starka, styva, värme- och slitstarka med begränsad smörjning. Dessutom ska cylindermaterialet ha goda gjutegenskaper och vara lätt att bearbeta. Typiskt är cylindrar gjorda av speciallegerat gjutjärn, men aluminiumlegeringar och stål kan också användas. Cylinderns inre arbetsyta, som kallas dess spegel, är noggrant bearbetad och pläterad med krom för att minska friktionen, öka slitstyrkan och hållbarheten.
I vätskekylda motorer kan cylindrarna gjutas tillsammans med cylinderblocket eller som separata foder installerade i blockhålen. Mellan cylindrarnas ytterväggar och blocket finns håligheter som kallas en kylmantel. Den senare är fylld med vätska som kyler motorn. Om cylinderfodret är i direkt kontakt med kylvätskan med dess yttre yta, kallas det vått. Annars kallas det torrt. Användningen av utbytbara våta liners gör motorreparationer enklare. När de installeras i ett block är våta liners tillförlitligt förseglade.
Luftkylda motorcylindrar gjuts individuellt. För att förbättra värmeavledningen är deras yttre ytor utrustade med ringformade fenor. På de flesta luftkylda motorer är cylindrarna och deras huvuden säkrade med vanliga bultar eller dubbar till toppen av vevhuset.
I en V-formad motor kan cylindrarna i en rad vara något förskjutna i förhållande till cylindrarna i den andra raden. Detta beror på det faktum att två vevstakar är fästa vid varje vevaxelvev, varav den ena är avsedd för kolven i blockets högra halva och den andra för kolven i den vänstra halvan av blocket.
Cylinder block
Ett cylinderhuvud är installerat på det noggrant bearbetade övre planet av cylinderblocket, vilket stänger cylindrarna ovanifrån. I huvudet ovanför cylindrarna finns urtag som bildar förbränningskammare. För vätskekylda motorer finns en kylmantel i cylinderhuvudets kropp, som kommunicerar med cylinderblockets kylmantel. Med ventilerna placerade på toppen har huvudet säten för dem, inlopps- och utloppskanaler, gängade hål för installation av tändstift (för bensinmotorer) eller injektorer (för dieselmotorer), smörjsystemledningar, montering och andra hjälphål. Materialet för blockhuvudet är vanligtvis aluminiumlegering eller gjutjärn.
En tät anslutning mellan cylinderblocket och cylinderhuvudet säkerställs med bultar eller dubbar med muttrar. För att täta skarven för att förhindra läckage av gaser från cylindrarna och kylvätska från kylmanteln, installeras en packning mellan cylinderblocket och cylinderhuvudet. Den är vanligtvis gjord av asbestkartong och fodrad med tunn stål- eller kopparplåt. Ibland gnuggas packningen med grafit på båda sidor för att skydda den från att fastna.
Den nedre delen av vevhuset, som skyddar vevens delar och andra motormekanismer från förorening, brukar kallas sumpen. I motorer med relativt låg effekt fungerar pannan även som reservoar för motorolja. Pallen är oftast gjuten eller tillverkad av stålplåt genom stansning. För att eliminera oljeläckage installeras en packning mellan vevhuset och sumpen (på lågeffektmotorer används ofta ett tätningsmedel - "vätskepackning") för att täta denna skarv.
Motorram
De fasta delarna av vevmekanismen som är anslutna till varandra är kärnan i motorn, som absorberar all huvudkraft och termiska belastningar, både interna (relaterade till motorns drift) och externa (på grund av transmissionen och chassit). Kraftbelastningarna som överförs till motorramen från fordonets stödsystem (ram, kaross, hölje) och bakåt beror väsentligt på metoden för motormontering. Vanligtvis är den fäst vid tre eller fyra punkter så att belastningar orsakade av förvrängningar av stödsystemet som uppstår när maskinen rör sig över ojämna ytor inte beaktas. Motorfästet måste utesluta möjligheten av dess förskjutning i horisontalplanet under påverkan av längsgående och tvärgående krafter (under acceleration, bromsning, svängning etc.). För att minska vibrationer som överförs till fordonets stödsystem från en motor i gång installeras gummikuddar av olika utformningar mellan motorn och undermotorramen vid monteringspunkterna.
Vevmekanismens kolvgrupp bildas av kolvaggregat med en uppsättning kompressions- och oljeskrapor, kolvtapp och dess fästdelar. Dess syfte är att uppfatta gastrycket under kraftslaget och överföra kraft till vevaxeln genom vevstaken, utföra andra hjälpslag och även täta cylinderns ovankolvhålighet för att förhindra att gaser tränger igenom in i vevhuset och vevhuset. penetration av motorolja i den.
Kolv
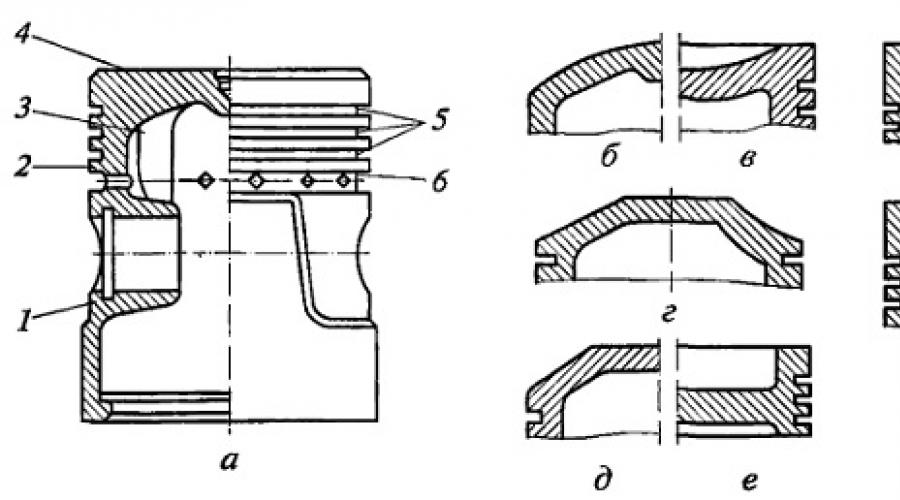
Kolvär ett metallglas av komplex form, installerat i en cylinder med botten uppåt. Den består av två huvuddelar. Den övre förtjockade delen kallas huvudet, och den nedre styrdelen kallas kjolen. Kolvhuvudet innehåller en botten 4 (fig. a) och väggar 2. Spår 5 för kompressionsringar är bearbetade i väggarna. De nedre spåren har dräneringshål 6 för att dränera olja. För att öka styrkan och styvheten hos huvudet är dess väggar utrustade med massiva ribbor 3 som förbinder väggarna och botten med klackar där kolvtappen är installerad. Ibland är även bottnens insida räfflad.
Kjolen har tunnare väggar än huvudet. I dess mittparti finns bossar med hål.

Ris. Design av kolvar med olika bottenformer (a-z) och deras element:
1 - chef; 2 - kolvvägg; 3 - revben; 4 - kolvbotten; 5 - spår för kompressionsringar; 6 - dräneringshål för oljeavtappning
Kolvhuvudena kan vara plana (se a), konvexa, konkava och formade (Fig. b-h). Deras form beror på typen av motor och förbränningskammare, den använda metoden för blandningsbildning och tillverkningstekniken för kolvarna. Den enklaste och mest tekniskt avancerade är den platta formen. Dieselmotorer använder kolvar med konkav och formad botten (se bild e-h).
När motorn är igång värms kolvarna upp mer än cylindrar kylda av vätska eller luft, så expansionen av kolvarna (särskilt aluminium sådana) är större. Trots förekomsten av ett gap mellan cylindern och kolven, kan den senare blockeras. För att förhindra fastklämning ges kjolen en oval form (ovalens huvudaxel är vinkelrät mot kolvtappsaxeln), kjolens diameter ökas jämfört med huvudets diameter, kjolen skärs (oftast en T- eller U-formad skärning görs), och kompensationsinsatser hälls in i kolven för att begränsa termiska expansionskjolar i vevstakens svängningsplan, eller kraftfullt kyla kolvens invändiga ytor med strålar av motorolja under tryck .
En kolv som utsätts för betydande krafter och termiska belastningar måste ha hög hållfasthet, värmeledningsförmåga och slitstyrka. För att minska tröghetskrafter och moment måste den ha en låg massa. Detta beaktas vid val av design och material för kolven. Oftast är materialet aluminiumlegering eller gjutjärn. Ibland används stål och magnesiumlegeringar. Lovande material för kolvar eller deras enskilda delar är keramik och sintrade material som har tillräcklig styrka, hög slitstyrka, låg värmeledningsförmåga, låg densitet och en liten värmeutvidgningskoefficient.
Kolvringar
Kolvringar tillhandahålla en tät rörlig anslutning mellan kolven och cylindern. De förhindrar genombrott av gaser från kolven ovanför håligheten in i vevhuset och inträde av olja i förbränningskammaren. Det finns kompressions- och oljeskrapor.
Kompressionsringar(två eller tre) är installerade i kolvens övre spår. De har ett snitt som kallas lås och kan därför fjädra tillbaka. I fritt tillstånd bör ringens diameter vara något större än cylinderns diameter. När en sådan ring sätts in i cylindern i ett komprimerat tillstånd, skapar den en tät anslutning. För att säkerställa att ringen som är installerad i cylindern kan expandera vid uppvärmning måste det finnas ett mellanrum på 0,2...0,4 mm i låset. För att säkerställa god inkörning av kompressionsringar används ofta ringar med avsmalnande ytteryta samt vridringar med avfasning på kanten på in- eller utsidan på cylindrar. På grund av närvaron av en avfasning är sådana ringar, när de är installerade i en cylinder, sneda i tvärsnitt och passar tätt mot väggarna i spåren på kolven.
Oljeskrapor ringar(en eller två) ta bort olja från cylinderväggarna så att den inte kommer in i förbränningskammaren. De är placerade på kolven under kompressionsringarna. Typiskt har oljeskrapor ringar ett ringformigt spår på den yttre cylindriska ytan och radiella genomgående slitsar för att dränera olja, som passerar genom dem till dräneringshålen i kolven (se fig. a). Förutom oljeskrapor med slitsar för oljedränering används kompositringar med axiella och radiella expanderare.
För att förhindra gasläckage från förbränningskammaren in i vevhuset genom kolvringarnas lås, är det nödvändigt att se till att låsen på intilliggande ringar inte är placerade på samma raka linje.
Kolvringar fungerar under svåra förhållanden. De utsätts för höga temperaturer, och smörjning av deras yttre ytor, som rör sig med hög hastighet längs cylinderspegeln, är inte tillräckligt. Därför ställs höga krav på materialet för kolvringar. Oftast används högkvalitativt legerat gjutjärn för deras tillverkning. Övre kompressionsringar, som fungerar under de mest svåra förhållanden, är vanligtvis belagda på utsidan med porös krom. Oljeskrapor i komposit är tillverkade av legerat stål.
Kolvstift
Kolvstift tjänar till en gångjärnsförbindning av kolven med vevstaken. Det är ett rör som passerar genom vevstakens övre huvud och installeras med dess ändar i kolvklackarna. Kolvtappen är fäst vid utsprången med två låsfjäderringar placerade i utsprångens speciella spår. Denna fäste gör att fingret (i detta fall kallas det en flytande) kan rotera. Hela ytan fungerar och den slits mindre. Stiftaxeln i kolvnabbarna kan förskjutas relativt cylinderaxeln med 1,5...2,0 mm i riktning mot den större sidokraften. Detta minskar kolvslag i en kall motor.
Kolvstift är gjorda av högkvalitativt stål. För att säkerställa hög slitstyrka härdas eller uppkolas deras yttre cylindriska yta och slipas och poleras sedan.
Kolvgrupp består av ett ganska stort antal delar (kolv, ringar, stift), vars massa kan fluktuera av tekniska skäl; inom vissa gränser. Om skillnaden i massan av kolvgrupperna i olika cylindrar är betydande, kommer ytterligare tröghetsbelastningar att uppstå under motordrift. Därför väljs kolvgrupper för en motor så att de skiljer sig obetydligt i vikt (för tunga motorer med högst 10 g).
Vevmekanismens vevstångsgrupp består av:
- vevstake
- övre och nedre vevstakehuvuden
- kullager
- vevstångsbultar med muttrar och element för deras fixering
vevstake
vevstake ansluter kolven till vevaxelns vev och omvandlar kolvgruppens fram- och återgående rörelse till vevaxelns rotationsrörelse, utför en komplex rörelse samtidigt som den utsätts för alternerande stötbelastningar. Vevstången består av tre konstruktionselement: stång 2, övre (kolv) huvud 1 och nedre (vev) huvud 3. Vevstångsstången har vanligtvis en I-sektion. För att minska friktionen pressas en bronsbussning 6 med ett hål för tillförsel av olja till gnidningsytorna in i det övre huvudet för att minska friktionen. Det nedre huvudet på vevstaken är delat för att möjliggöra montering med vevaxeln. För bensinmotorer är huvudkontakten vanligtvis placerad i en vinkel på 90° mot vevstakens axel. I dieselmotorer har vevstakens 7 nedre huvud som regel en sned koppling. Det nedre huvudhöljet 4 är fäst vid vevstaken med två vevstakebultar, exakt anpassade till hålen i vevstaken och kåpan för att säkerställa hög precision montering. För att förhindra att fästet lossnar är bultmuttrarna säkrade med saxsprintar, låsbrickor eller låsmuttrar. Hålet i det nedre huvudet är borrat tillsammans med locket, så vevstakeskåporna kan inte vara utbytbara.

Ris. Uppgifter om vevstakegrupp:
1 - övre vevstakehuvud; 2 - stång; 3 - vevstakens nedre huvud; 4 - nedre huvudskydd; 5 - liners; 6 - bussning; 7 - dieselvevstång; S - huvudvevstake för den ledade vevstakeenheten
För att minska friktionen i anslutningen av vevstaken med vevaxeln och underlätta motorreparationen, är ett vevstakeslager installerat i vevstakens nedre huvud, vilket är gjort i form av två tunnväggiga stålfoder 5 fyllda med en antifriktionslegering. Innerytan på fodren är exakt anpassad till vevaxeltapparna. För att fixera linersen i förhållande till huvudet har de böjda antenner som passar in i motsvarande spår i huvudet. Tillförseln av olja till gnidningsytorna tillhandahålls av ringformade spår och hål i fodren.
För att säkerställa en bra balans mellan vevmekanismens delar måste vevstångsgrupperna i en motor (liksom kolvens) ha samma massa med motsvarande fördelning mellan vevstakens övre och nedre huvuden.
V-twinmotorer använder ibland ledade vevstakar, bestående av parade vevstakar. Huvudvevstaken 8, som har en konventionell design, är ansluten till kolven i en rad. En extra bakre vevstake, ansluten med det övre huvudet till en kolv i en annan rad, är svängbart fäst med en tapp till det nedre huvudet på huvudvevstaken med det nedre huvudet.
Ansluten till kolven med hjälp av en vevstång, absorberar den krafterna som verkar på kolven. Den genererar vridmoment, som sedan överförs till transmissionen, och används även för att driva andra mekanismer och enheter. Under påverkan av tröghetskrafter och gastryck som kraftigt förändras i storlek och riktning, roterar vevaxeln ojämnt, upplever vridningsvibrationer, utsätts för vridning, böjning, kompression och spänning och tar även emot termiska belastningar. Därför måste den ha tillräcklig styrka, styvhet och slitstyrka med en relativt låg vikt.
Vevaxelkonstruktioner är komplexa. Deras form bestäms av antalet och arrangemanget av cylindrar, motorns driftordning och antalet huvudlager. Vevaxelns huvuddelar är huvudtappar 3, vevstångstappar 2, sidor 4, motvikter 5, främre ände (tå 1) och bakre ände (skaft 6) med en fläns.
De nedre huvudena på vevstängerna är fästa vid vevaxelns vevaxelns vevstakar. Axelns huvudtappar är installerade i vevhusets lager. Huvud- och vevstakestapparna ansluts med hjälp av kinder. En mjuk övergång från tapparna till kinderna, kallad filé, undviker spänningskoncentrationer och eventuella haverier av vevaxeln. Motvikter är utformade för att avlasta huvudlagren från de centrifugalkrafter som uppstår på vevaxeln under dess rotation. De görs vanligtvis som ett stycke med kinderna.
För att säkerställa normal motordrift måste motorolja tillföras under tryck till arbetsytorna på huvud- och vevstakestapparna. Olja rinner från hålen i vevhuset till huvudlagren. Sedan når den vevstakeslagren genom speciella kanaler i huvudtapparna, kinderna och vevtapparna. För ytterligare centrifugaloljarengöring har vevstakstapparna smutsuppsamlande hålrum stängda med pluggar.
Vevaxlar tillverkas genom smide eller gjutning av medelkolhaltiga och legerade stål (högkvalitativt gjutjärn kan också användas). Efter mekanisk och termisk behandling utsätts huvud- och vevstakestapparna för ythärdning (för att öka slitstyrkan) och slipas och poleras sedan. Efter bearbetning är axeln balanserad, d.v.s. en sådan fördelning av dess massa i förhållande till rotationsaxeln uppnås där axeln är i ett tillstånd av likgiltig jämvikt.
Huvudlager använder tunnväggiga slitstarka liners som liknar linersen i vevstakeslager. För att absorbera axiella belastningar och förhindra axiell förskjutning av vevaxeln, är ett av dess huvudlager (vanligtvis det främre) dragkraftigt.
Svänghjul
Svänghjulär fäst vid vevaxelns skaftfläns. Det är en noggrant balanserad gjutjärnsskiva av en viss massa. Förutom att säkerställa jämn rotation av vevaxeln hjälper svänghjulet till att övervinna kompressionsmotståndet i cylindrarna vid start av motorn och kortvariga överbelastningar, till exempel vid start av ett fordon. Ett ringdrev är fäst på svänghjulsfälgen för att starta motorn från startmotorn. Ytan på svänghjulet som kommer i kontakt med den kopplingsdrivna skivan är slipad och polerad.

Ris. Vevaxel:
1 - strumpa; 2 - vevstakestapel; 3 - molar hals; 4 - kind; 5 - motvikt; 6 - skaft med fläns
Vevmekanismen är utformad för att omvandla kolvens fram- och återgående rörelse till rotationsrörelse, som kan fungera som vevaxelns rörelse i en förbränningsmotor i en bil, och vice versa.
Delarna av vevmekanismen är indelade i två grupper, som inkluderar: rörliga delar och stationära delar. De rörliga delarna är: kolv tillsammans med, vevaxelanordning med lager, vevstake, kolvtapp, svänghjul och vev. Fasta delar inkluderar: cylinderblock, som är de grundläggande delarna av en förbränningsmotor (är en enda gjutning med vevhuset); kopplings- och svänghjulshus, topplock, nedre vevhus, blockkåpor, cylinderfoder, blockkåpspackningar, fästelement, vevaxelhalvringar, fästen.
1. Ändamål och egenskaper för vevstakemekanismen.

Vevmekanismen är huvudenheten i en kolvförbränningsmotor. Detta system är utformat för att uppfatta gastrycket vid ett visst slag. Dessutom låter denna mekanism dig omvandla de fram- och återgående kolvarnas rörelser till rotationsrörelser av bilens vevaxel.
Denna standardanordning består av kolvar som har kolvringar, foder och cylinderhuvuden, vevhus, vevstakar, vevaxel, svänghjul, vevstång och huvudlager. Under ögonblicken av direkt drift av förbränningsmotorn påverkar tröghetskrafterna från fram- och återgående rörliga massor, gastryck, tröghet hos olika typer av obalanserade roterande massor, friktion och gravitation direkt vevmekanismens delar.
Alla ovanstående krafter, förutom, naturligtvis, gravitationen, påverkar förändringen i värdet och riktningen för alla kvantiteter som övervägs. Allt detta beror direkt på vevaxelanordningens rotationsvinkel och de processer som sker direkt i förbränningsmotorns cylindrar.
2. Konstruktion av vevstaksmekanismen.
Eftersom alla komponenter i vevmekanismen redan är kända, är det värt att börja överväga vevaxelstrukturen. Vevaxeln är ett av huvudelementen i en förbränningsmotor, som tillsammans med andra delar av cylinderkolvgruppen bestämmer själva motorns livslängd.
 Således kommer enhetens livslängd att kännetecknas av flera indikatorer: slitstyrka och utmattningshållfasthet. Vevaxeln tar på sig alla krafter som verkar på kolvarna med hjälp av vevstakar. Efter detta överför vevaxeln alla dessa krafter till transmissionsmekanismen. Den kommer redan att driva olika typer av förbränningsmotormekanismer. Vevaxelstrukturen består av: huvudtappar, vevstakar, kopplingssidor, ett skaft och en tå.
Således kommer enhetens livslängd att kännetecknas av flera indikatorer: slitstyrka och utmattningshållfasthet. Vevaxeln tar på sig alla krafter som verkar på kolvarna med hjälp av vevstakar. Efter detta överför vevaxeln alla dessa krafter till transmissionsmekanismen. Den kommer redan att driva olika typer av förbränningsmotormekanismer. Vevaxelstrukturen består av: huvudtappar, vevstakar, kopplingssidor, ett skaft och en tå.
3. Fel i vevstaksmekanismen.
Under direkt drift av en förbränningsmotor, som ett resultat av verkan av instabila och alltför höga dynamiska belastningar, från tröghetskrafterna från rörliga och roterande delar, från gastryck, utsätts axeln för böjning och vridning, och individuella ytor av enheten slits helt enkelt ut.
Alla utmattningsskador ackumuleras direkt i metallstrukturen, vilket resulterar i mikrosprickor och olika typer av defekter. Slitage av element bestäms med hjälp av universella och speciella mätverktyg. För att upptäcka sprickor måste du använda en magnetisk feldetektor. Med konstant användning av vevaxeln är den utsatt för defekter.
 Det vanligaste är ett slitagefel. Men många delar av hela enheten är föremål för slitage. När huvudtapparna och vevstavarna är utslitna, av ovalitet och avsmalning, är det nödvändigt att slipa till den storlek som krävs för reparation. Att applicera ytbeläggningar, elektrisk kontaktsvetsning av tejp, metallisering, fyllning av ytan med pulvermaterial är lösningen på detta problem.
Det vanligaste är ett slitagefel. Men många delar av hela enheten är föremål för slitage. När huvudtapparna och vevstavarna är utslitna, av ovalitet och avsmalning, är det nödvändigt att slipa till den storlek som krävs för reparation. Att applicera ytbeläggningar, elektrisk kontaktsvetsning av tejp, metallisering, fyllning av ytan med pulvermaterial är lösningen på detta problem.
Dessutom rekommenderas det att installera nya halvringar och utföra ett plastineringsförfarande. Dessutom kan slitage påverka sätena som behövs för kugghjul, remskiva och svänghjul. Slitage påverkar också oljegängor, svänghjulsflänsytor, svänghjulsstift och kilspår. För att lösa alla ovanstående problem kommer det inte att ta mycket resurser och tid.
För det första problemet måste du utföra konventionell metallisering, ytbeläggning eller elektronisk svetsning av tejpen. Problemet med gängan löses genom att helt enkelt fördjupa gängan med en fräs till en normaliserad profil. Tapparna behöver helt enkelt bytas ut, men för spåren behöver du fräsa för ökad storlek på nycklarna och för nya spår. Efter detta måste du svetsa och problemet försvinner.
 Dessutom kan slitage även påverka sätet för ytterringarna i axeländen, hål för stiften, svänghjulsfäste och gängor. Överallt behöver du borra sätena och trycka in bussningarna. Dessutom måste stiften brotschas för reparationsstorlek och svetsas. Gängning kräver också försänkning eller borrning med förstoring av gängan i en efterföljande process. Alla gängade hål är också fördjupade.
Dessutom kan slitage även påverka sätet för ytterringarna i axeländen, hål för stiften, svänghjulsfäste och gängor. Överallt behöver du borra sätena och trycka in bussningarna. Dessutom måste stiften brotschas för reparationsstorlek och svetsas. Gängning kräver också försänkning eller borrning med förstoring av gängan i en efterföljande process. Alla gängade hål är också fördjupade.
Förutom slitage uppstår även problem med axelvridning, vilket resulterar i en kränkning av vevarnas läge. I det här fallet måste du slipa tapparna till en speciell reparationsstorlek och smälta tapparna med efterföljande bearbetning. Det mest problematiska kan vara sprickor i axeltapparna, eftersom det förutom att slipa dem till reparationsstorleken kommer att vara nödvändigt att skära sprickorna med ett slipverktyg. I princip är detta tillräckligt för bilisten, eftersom andra problem och fel kan kräva professionellt ingripande utifrån.
4. Service av vevstakemekanismen.
Korrekt underhåll av förbränningsmotorn och dess normala drift säkerställer minimalt slitage på alla dess delar och dess oavbrutna drift. Dessutom kommer vevmekanismen inte att behöva repareras under ganska lång tid.
 För att säkerställa normala driftsförhållanden för alla strukturella komponenter i vevmekanismen under dess drift strikt INTE tillåtet följande:
För att säkerställa normala driftsförhållanden för alla strukturella komponenter i vevmekanismen under dess drift strikt INTE tillåtet följande:
- långvarig drift när motorn är överbelastad;
Köra motorn under förhållanden med lågt oljetryck;
Köra motorn vid mycket låga vevhusoljetemperaturer;
Långvarig tomgång av motorn, vilket kommer att orsaka förkoksning av kolvringarna;
Drift av en motor där det inte finns något fläkthölje eller det finns ett, men dess passning är lös på den sammankopplade ytan;
Motordrift där det inte finns någon luftrenare eller den är i felaktigt skick;
Intermittent motordrift, åtföljd av rökiga avgaser och knackningar.
 Vid direkt demontering av förbränningsmotoranordningen för dess reparation bör hålrummen i vevaxelmekanismens vevstångstappar rengöras. För att rengöra alla hålrum helt måste du dra ut saxsprintarna och skruva loss skruvpluggarna. Den effektiva sammansättningen av centrifugalrengöringen av olja från vevstakstapparnas hålrum kommer att bero på alla regler för underhåll av smörjsystemet och på hur korrekt oljan lagras och fylls på i motorn.
Vid direkt demontering av förbränningsmotoranordningen för dess reparation bör hålrummen i vevaxelmekanismens vevstångstappar rengöras. För att rengöra alla hålrum helt måste du dra ut saxsprintarna och skruva loss skruvpluggarna. Den effektiva sammansättningen av centrifugalrengöringen av olja från vevstakstapparnas hålrum kommer att bero på alla regler för underhåll av smörjsystemet och på hur korrekt oljan lagras och fylls på i motorn.
Om de rekommenderade reglerna inte följs, fylls vevstångstapparnas hålrum snabbt med olika avlagringar, och oljerening kommer i allmänhet att försvinna i glömska. Om kraften har minskat kraftigt, röken och gaserna är ganska starka, det är svårt att starta motorn och onormala knackningsljud uppstår som är förknippade med ett fel i vevmekanismen, bör du omedelbart "gå in i" enheten och inspektera den. Demontering av förbränningsmotorn bör göras inomhus.
Nästan vilken kolvmotor som helst som är installerad i en bil, traktor, en traktor använder en vevmekanism. De används också i kompressorer för att producera tryckluft. Energin från expanderande gaser, förbränningsprodukter från nästa del av arbetsblandningen, omvandlas av vevmekanismen till rotation av arbetsaxeln, överförs till hjulen, spåren eller drivningen av röjsågen. I en kompressor inträffar det motsatta fenomenet: drivaxelns rotationsenergi omvandlas till potentiell energi av luft eller annan gas som komprimeras i arbetskammaren.
Mekanism design
De första vevanordningarna uppfanns i den antika världen. I antika romerska sågverk förvandlades rotationsrörelsen hos ett vattenhjul, driven av flodströmmen, till en fram- och återgående rörelse av sågbladet. Under antiken användes sådana enheter inte i stor utsträckning av följande skäl:
- trädelar slitna snabbt och krävde täta reparationer eller utbyte;
- slavarbete var billigare än högteknologi för den tiden.
I en förenklad form har vevmekanismen använts sedan 1500-talet i byns spinnhjul. Pedalens rörelse omvandlades till rotation av det snurrande hjulet och andra delar av enheten.
Ångmaskiner som utvecklades på 1700-talet använde också en vevmekanism. Den var placerad på lokets drivhjul. Ångtrycket på kolvens botten omvandlades till den fram- och återgående rörelsen av en stång kopplad till en vevstång som var svängbart monterad på drivhjulet. Vevstången gav hjulet rotation. Detta arrangemang av vevmekanismen var grunden för mekanisk transport fram till den första tredjedelen av 1900-talet.
Lokdesignen förbättrades i crosshead-motorer. Kolven i dem är styvt fäst vid tvärhuvudsstången, som glider fram och tillbaka i styrningarna. Ett gångjärn är fäst vid änden av stången, och en vevstake är fäst vid den. Detta schema ökar omfånget av arbetsrörelser och gör det till och med möjligt att göra en andra kammare på andra sidan av kolven. Således åtföljs varje rörelse av stången av ett arbetsslag. Sådan kinematik och dynamik hos vevmekanismen gör det möjligt att fördubbla kraften med samma dimensioner. Crossheads används i stora stationära och fartygsdieselinstallationer.
Elementen som utgör vevmekanismen är indelade i följande typer:
- Rörlig.
- Fast.
De första inkluderar:
- kolv;
- ringar;
- fingrar;
- vevstake;
- svänghjul;
- vevaxel;
- vevaxel glidlager.
De fasta delarna av vevmekanismen inkluderar:
- cylinder block;
- ärm;
- blockhuvud;
- fästen;
- vevhus;
- andra mindre inslag.
Kolvar, stift och ringar kombineras till en kolvgrupp.
Varje element, såväl som det detaljerade kinematiska diagrammet och funktionsprincipen, förtjänar en mer detaljerad övervägande
Detta är en av de mest komplexa motordelarna när det gäller konfiguration. Den schematiska tredimensionella ritningen visar att inuti den är genomborrad av två icke-korsande system av kanaler för att tillföra olja till smörj- och kylvätskecirkulationspunkterna. Den är gjuten av gjutjärn eller lättmetallegeringar och innehåller platser för pressning av cylinderfoder, fästen för vevaxellager, utrymme för svänghjulet, smörj- och kylsystem. Enheten är ansluten till rören för tillförsel av bränsleblandning och avgasavledningssystem.
En oljesump-smörjmedelsbehållare är fäst vid botten av blocket genom en förseglad packning. Det är i detta vevhus som vevmekanismens huvudarbete, förkortat KShM, äger rum.
Fodret måste stå emot det höga trycket i cylindern. Det skapas av gaser som bildas efter förbränningen av bränsleblandningen. Därför måste platsen för blocket där fodren pressas motstå höga mekaniska och termiska belastningar.
Hylsorna är vanligtvis gjorda av slitstarkt stål, mer sällan - av gjutjärn. Under motordrift slits de ut och kan bytas ut vid en större motoröversyn. Det finns två huvudsakliga layouter för deras placering:
- torr, den yttre sidan av fodret överför värme till materialet i cylinderblocket;
- våt, fodret tvättas från utsidan med kylvätska.
Det andra alternativet låter dig utveckla mer kraft och tolerera toppbelastningar.
Kolvar
Delen är en stål- eller aluminiumgjutning i form av ett inverterat glas. Den glider längs cylinderns väggar och tar på sig trycket från den brända bränsleblandningen och förvandlar den till linjär rörelse. Sedan, genom vevaxeln, övergår den till rotation av vevaxeln och överförs sedan till kopplingen och växellådan och genom kardan till hjulen. Krafterna som verkar i vevmekanismen sätter fordonet eller den stationära mekanismen i rörelse.
Delen utför följande funktioner:
- på insugningsslaget, rör sig nedåt (eller i riktning från vevaxeln om cylindern inte är placerad vertikalt) på, ökar det volymen av arbetskammaren och skapar ett vakuum i den, drar in och fördelar nästa del av arbetsblandning genom hela volymen;
- vid kompressionsslaget rör sig kolvgruppen uppåt och komprimerar arbetsblandningen till önskad grad;
- Därefter kommer kraftslaget, delen under tryck går ner och överför en rotationsimpuls till vevaxeln;
- på avgasslaget går det upp igen, förskjuter avgaser in i avgassystemet.
Vid alla slag, förutom arbetsslaget, rör sig kolvgruppen på grund av vevaxeln och tar bort en del av energin från dess rotation. På encylindriga motorer används ett massivt svänghjul för att ackumulera sådan energi på flercylindriga motorer, cylinderslagen förskjuts i tiden.
Strukturellt är produkten uppdelad i följande delar:
- botten, som absorberar gastryck;
- tätning med spår för kolvringar;
- en kjol där ett finger är fastsatt.
Stiftet fungerar som en axel på vilken vevstakens övre arm är fixerad.
Kolvringar
Syftet och utformningen av kolvringar bestäms av deras roll i driften av vevanordningar. Ringarna är gjorda platta, de har ett snitt på några tiondels millimeter brett. De sätts in i de ringformiga spåren som är bearbetade för dem på tätningen.
Ringarna utför följande funktioner:
- Täta springan mellan fodret och kolvväggarna.
- Ge kolvens rörelseriktning.
- Häftigt. Genom att röra fodret tar kompressionsringarna bort överskottsvärme från kolven och skyddar den från överhettning.
- Isolera arbetskammaren från smörjmedel i vevhuset. Å ena sidan håller ringarna kvar oljedroppar som sprutas in i vevhuset av stötarna från vevaxelns motvikter, å andra sidan låter de en liten mängd olja passera för att smörja cylinderväggarna. Den undre oljeskrapan är ansvarig för detta.
Anslutningen mellan kolven och vevstaken behöver också smörjas.
Brist på smörjning inom några minuter gör cylinderdelarna oanvändbara. De gnidande delarna överhettas och börjar kollapsa eller fastnar. Reparation i detta fall kommer att vara svårt och dyrt.
Kolvstift
Kolven och vevstaken är kinematiskt förbundna. Produkten är fixerad i kolvkjolen och fungerar som glidlagrets axel. Delarna tål höga dynamiska belastningar under arbetsslaget, samt förändringar i slaglängd och omkastning av rörelseriktningen. De är bearbetade av höglegerade värmebeständiga legeringar.
Följande typer av fingerdesigner särskiljs:
- Fast. De är fast monterade i kjolen, endast buren på den övre delen av vevstaken roterar.
- Flytande. De kan rotera i sina fästen.
Den flytande designen används i moderna motorer, den minskar de specifika belastningarna på komponenterna i vevgruppen och ökar deras livslängd.
Detta kritiska element i motorvevmekanismen är demonterbar så att lagerskålarna i dess burar kan bytas. Glidlager används på låghastighetsmotorer, dyrare rullager är installerade.
Till utseendet liknar vevstaken en skiftnyckel. För att öka styrkan och minska vikten är tvärsnittet gjort i form av en I-balk.
Under drift utsätts delen för alternerande belastningar av längsgående kompression och spänning. För tillverkning används gjutgods av legerat eller högkolhaltigt stål.
Förvandlingen genomförs med hjälp.
Av delarna i vevgruppen har vevaxeln den mest komplexa rumsformen. Flera ledade leder flyttar rotationsaxlarna för dess segment bort från huvudlängdaxeln. De nedre banorna på vevstängerna är fästa vid dessa avlägsna axlar. Den fysiska innebörden av designen är exakt densamma som när man fäster vevstakens axel mot svänghjulets kant. I vevaxeln tas den "extra", oanvända delen av svänghjulet bort och ersätts med en motvikt. Detta gör att du kan minska produktens vikt och dimensioner avsevärt och öka den maximala tillgängliga hastigheten.
De viktigaste delarna som utgör vevaxeln är följande:
- Shakey. Tjänst för att fästa axeln i vevhusfästena och vevstakar på axeln. Den första kallas huvud, den andra - vevstaken.
- Kinder. De bildar knäna som ger knuten dess namn. Roterande runt den längsgående axeln och skjuts av vevstakar, omvandlar de energin från kolvgruppens längsgående rörelse till vevaxelns rotationsenergi.
- Främre utgångsdel. En remskiva placeras på den, från vilken axlarna i motorns hjälpsystem - kylning, smörjning, distributionsmekanism och generator - roterar med hjälp av en kedja eller remdrift.
- Huvudutgångsdel. Överför energi till transmissionen och vidare till hjulen.
Den bakre delen av kinderna, som skjuter ut utanför vevaxelns rotationsaxel, tjänar som en motvikt för deras huvuddel och vevstakestapparna. Detta gör att du dynamiskt kan balansera en struktur som roterar med hög hastighet och undviker destruktiva vibrationer under drift.
För tillverkning av vevaxlar används gjutgods från lätt höghållfast gjutjärn eller varmstansning (smide) från härdat stål.
Vevhus
Den fungerar som den strukturella grunden för hela motorn, alla andra delar är fästa vid den. Externa fästen sträcker sig från den, på vilka hela enheten är fäst vid kroppen. En transmission är fäst vid vevhuset, som överför vridmoment från motorn till hjulen. I modern design är vevhuset gjort som en enda del med cylinderblocket. Inom dess rumsliga ram sker huvudarbetet av motorns komponenter, mekanismer och delar. En panna är fäst vid vevhusets botten för att lagra olja för att smörja de rörliga delarna.
Funktionsprincip för vevmekanismen
Funktionsprincipen för vevmekanismen har inte förändrats under de senaste tre århundradena.
Under kraftslaget brinner den arbetsblandning som antänds i slutet av kompressionsslaget snabbt, förbränningsprodukterna expanderar och trycker ner kolven. Han trycker på vevstaken, som vilar på den nedre axeln, på avstånd från huvudlängdaxeln. Som ett resultat, under påverkan av tangentiellt applicerade krafter, roterar vevaxeln ett kvarts varv i fyrtaktsmotorer och ett halvt varv i tvåtaktsmotorer. Således omvandlas kolvens längsgående rörelse till rotation av axeln.
Beräkning av vevmekanismen kräver utmärkta kunskaper om tillämpad mekanik, kinematik och materialstyrka. Det anförtros de mest erfarna ingenjörerna.
Fel som uppstår under driften av vevaxeln och deras orsaker
Fel kan uppstå i olika delar av vevgruppen. Komplexiteten i designen och kombinationen av parametrar för motorvevstångsmekanismer gör det nödvändigt att ägna särskild uppmärksamhet åt deras beräkning, tillverkning och drift.
Oftast beror fel på bristande efterlevnad av driftlägen och underhåll av motorn. Smörjning av dålig kvalitet, igensättning av oljeförsörjningskanaler, otidigt utbyte eller påfyllning av olja i vevhuset till angiven nivå - alla dessa orsaker leder till ökad friktion, överhettning av delar och uppkomsten av repor, skavsår och repor på deras arbetsytor. Oljefiltret bör bytas varje gång du byter olja. I enlighet med underhållsschemat behöver även bränsle- och luftfilter bytas.
Fel i kylsystemet orsakar också termisk deformation av delar, upp till att de fastnar eller förstörs. Dieselmotorer är särskilt känsliga för smörjningskvaliteten.
Problem i tändsystemet kan också leda till kolavlagringar på kolven och dess ringar Förkoksning av ringarna orsakar en minskning av kompressionen och skador på cylinderväggarna.
Det händer också att orsaken till ett haveri är lågkvalitativa eller förfalskade delar eller material som används vid underhåll. Det är bättre att köpa dem från officiella återförsäljare eller pålitliga butiker som bryr sig om sitt rykte.
Lista över KShM-fel
De vanligaste mekanismfelen är:
- slitage och förstörelse av vevaxelns vevstång och huvudtappar;
- slipning, flisning eller smältning av glidlagerskal;
- kontaminering av kolvringar genom förbränning av kolavlagringar;
- överhettning och brott av ringar;
- ackumulering av kolavlagringar på kolvhuvudet leder till dess överhettning och möjlig förstörelse;
- Långvarig drift av motorn med detonationseffekter gör att kolvkronan brinner ut.
Kombinationen av dessa fel med ett fel i smörjsystemet kan orsaka felinriktning av kolvarna i cylindrarna och motorstopp. Eliminering av alla dessa haverier innebär demontering av motorn och dess partiell eller fullständig demontering.
Reparationer tar lång tid och är dyra, så det är bättre att identifiera fel i tidiga skeden och rätta till problem i tid.
Tecken på funktionsfel i driften av vevaxeln
För snabb upptäckt av fel och negativa processer som börjar utvecklas i vevgruppen, är det användbart att veta från yttre tecken:
- Knackar i motorn, ovanliga ljud vid acceleration. Ringljud orsakas ofta av detonationsfenomen. Ofullständig förbränning av bränsle under kraftslaget och dess explosiva förbränning under avgasslaget leder till ackumulering av kolavlagringar på ringarna och kolvkronan, försämring av deras kylningsförhållanden och förstörelse. Det är nödvändigt att fylla på bränsle av hög kvalitet och kontrollera driftparametrarna för tändsystemet på stativet.
- Dova stötar indikerar slitage på vevaxeltapparna. I det här fallet bör du sluta arbeta, slipa tapparna och byta ut linersen med tjockare från reparationssatsen.
- Ett ljud som "sjunger" med en hög, hög ton indikerar eventuell början av smältning av liners eller brist på olja när hastigheten ökar. Du måste också skyndsamt gå till servicecentret.
- Blå rökmoln från avgasröret indikerar överskott av olja i arbetskammaren. Ringarnas skick bör kontrolleras och bytas ut vid behov.
- En effektminskning kan också orsakas av ringkoksning och minskad kompression.
Om du märker dessa alarmerande symtom, skjut inte upp ditt besök på servicecentret. En beslagtagen motor kommer att kosta mycket mer, både i pengar och tid.
KshM underhåll
För att inte skada vevaxelns delar måste du följa alla tillverkarens krav för periodiskt underhåll och regelbunden inspektion av fordonet.
Oljenivån, särskilt på ett fordon som inte är nytt, bör kontrolleras dagligen innan du lämnar. Det tar mindre än en minut och kan spara månader av väntan vid ett allvarligt haveri.
Bränsle bör endast fyllas från beprövade bensinstationer av välkända märken, utan att förföras av skillnaden på två rubel i pris.
Om du märker de alarmerande symptomen som anges ovan bör du omedelbart gå till en bensinstation.
Du bör inte försöka borra cylindrar, ta bort kolavlagringar från ringar eller utföra andra komplicerade reparationsarbeten på egen hand, baserat på videor från Internet. Om du inte har många års erfarenhet av sådant arbete är det bättre att vända dig till proffs. Självinstallation av vevstångsmekanismen efter reparation är en mycket svår operation.
Det är rimligt att använda olika patenterade medel "för att omvandla kolavlagringar på cylinderväggar" eller "att avkola" endast när du är helt säker på både diagnosen och medicinen.
Du kanske också är intresserad av följande artiklar:
Vevskjutmekanism: enhet, funktionsprincip, tillämpning
Vevmekanismen är den mekanism som utför motorns arbetsprocess.
Vevmekanismen är utformad för att omvandla kolvarnas fram- och återgående rörelse till vevaxelns rotationsrörelse.
Vevmekanismen bestämmer typen av motor genom arrangemanget av cylindrarna.
Olika vev- och vevstångsmekanismer används i bilmotorer: enradiga vev- och vevstångsmekanismer med vertikal rörelse av kolvar och med vinkelrörelse av kolvar används i radmotorer; dubbelradiga vevmekanismer med kolvar som rör sig i vinkel används i V-formade motorer; Enkel- och dubbelradig vevmekanism med horisontell rörelse av kolvarna används i de fall där motorns totala höjddimensioner är begränsade.

Bild 1– Typer av vevmekanismer, klassificerade enligt olika egenskaper.
Design av vevmekanismen.
Vevmekanismen inkluderar ett cylinderblock med ett vevhus och cylinderhuvud, en vevstång och kolvgrupp och en vevaxel med svänghjul.
Cylinderblock 11 () med vevhus 10 och cylinderhuvud 8 är fasta delar av vevmekanismen.
De rörliga delarna av mekanismen inkluderar vevaxeln 34 med svänghjulet 43 och delar av vevstaken och kolvgruppen - kolvar 24, kolvringar 18 och 19, kolvstift 26 och vevstakar 27.

figur 2– Vevmekanism för personbilsmotorer
1, 6 – omslag; 2 – stöd; 3, 9 – håligheter; 4, 5 – packningar; 7 - hals; 8, 22, 28, 30 – huvuden; 10 - vevhus; 11 - cylinderblock; 12 – 16, 20 – tidvatten; 17, 33 – hål; 18, 19 – ringar; 21 – spår; 23 – botten; 24 – kolv; 25 - kjol; 26 - finger; 27 – vevstake; 29 – spö; 31, 42 – bultar; 32, 44 – liners; 34 – vevaxel; 35, 40 – vevaxelns ändar; 36, 38 – halsar; 37 – kind; 39 – motvikt; 41 – bricka; 43 – svänghjul; 45 – halvring
Cylinder block tillsammans med vevhusär kärnan i motorn. Motormekanismer och enheter är placerade på den och inuti den. I block 11, tillverkat i ett stycke med vevhuset 10 av speciellt låglegerat gjutjärn, är motorcylindrarna gjorda. Cylindrarnas inre ytor är slipade och kallas cylinderyta. Inuti blocket mellan cylinderväggarna och dess ytterväggar finns en speciell hålighet 9, kallad kylmantel. Den cirkulerar kylvätskan i motorns kylsystem.
Inuti blocket finns även kanaler och en oljeledning för smörjsystemet, genom vilken olja tillförs motorns gnidningsdelar. I botten av cylinderblocket (i vevhuset) finns stöd 2 för vevaxelns huvudlager, som har avtagbara kåpor 1 fästa på blocket med självlåsande bultar. I den främre delen av blocket finns ett hålrum 3 för gasdistributionsmekanismens kedjedrift. Detta hålrum stängs av ett lock gjutet av en aluminiumlegering. På cylinderblockets vänstra sida finns hål 17 för oljepumpens drivaxels lager, i vilka rullade stål-aluminiumbussningar pressas in. På höger sida av blocket i den främre delen finns en fläns för installation av en kylvätskepump och ett fäste för montering av generatorn. Cylinderblocket har speciella klackar för: 12 – fastsättning av motorfästet; 13 – oljeavskiljare för vevhusventilationssystemet; 14 – bränslepump; 15 – oljefilter; 16 – tändningsfördelare. Botten av cylinderblocket är täckt med ett oljetråg och kopplingshuset är fäst vid dess bakre ände. För att öka styvheten sänks cylinderblockets nedre plan något i förhållande till vevaxelns axel.
I motsats till blocket gjutna tillsammans med cylindrarna presenteras ett block med 4 cylindrar med ett vevhus 5, gjutet av en aluminiumlegering separat från cylindrarna. Cylindrarna är lätt borttagbara gjutjärnsfoder 2, installerade i blockets hylsor 6 med tätningsringar 1 och stängda ovanpå av blockhuvudet med en tätningspackning.

Figur 3
1 - ring; 2 - ärm; 3 - hålighet; 4 – block; 5 - vevhus; 6 – uttag
Hylsornas inre yta bearbetas genom slipning. För att minska slitaget installeras insatser av speciellt gjutjärn i den övre delen av fodren.
Avtagbara cylinderfoder ökar motorns hållbarhet och förenklar montering, drift och reparation.
Mellan cylinderfodrarnas yttre yta och blockets innerväggar finns ett hålrum 3, som är motorns kylmantel. Kylvätska cirkulerar i den och tvättar cylinderfodren, som kallas våta på grund av kontakt med vätskan.
Cylinderhuvud stänger cylindrarna uppifrån och tjänar till att inrymma förbränningskamrarna, ventilmekanismen och kanalerna för tillförsel av den brännbara blandningen och avlägsnande av avgaser. Topplocket 8 (se) är gemensamt för alla cylindrar, gjutet av aluminiumlegering och har kilformade förbränningskammare. Den har en kylmantel och gängade hål för tändstift. Säten och ventilstyrningar av gjutjärn pressas in i huvudet. Huvudet är fäst vid cylinderblocket med bultar. En metall-asbestpackning 4 är installerad mellan huvudet och cylinderblocket, vilket säkerställer tätheten av deras anslutning. Ett lagerhus med en kamaxel är fäst på toppen av cylinderhuvudet med dubbar, och det är stängt med en stansad stålkåpa 6 med en hals 7 för att hälla olja i motorn. För att eliminera oljeläckage installeras en tätningspackning 5 mellan locket och cylinderhuvudet. På höger sida är insugnings- och avgasrören, gjutna av aluminiumlegering respektive gjutjärn, fästa på cylinderhuvudet med dubbar genom en metall. -asbestpackning.
Kolv tjänar till att uppfatta gastrycket under arbetsslaget och utföra hjälpslag (intag, kompression, avgas). Kolven 24 är en ihålig cylinder gjuten av en aluminiumlegering. Den har en botten 23, ett huvud 22 och en kjol 25. Kolvens botten är förstärkt med ribbor. Kolvhuvudet har spår 21 för kolvringar.
I kolvkjolen finns utsprång 20 (bossar) med hål för kolvtappen. Kolvklackarna är fyllda med värmekompensationsplattor av stål, som minskar utvidgningen av kolven från uppvärmning och förhindrar att den fastnar i motorcylindern. Kjolen är gjord oval i tvärsnittet, konisk på höjden och med utskärningar i nederdelen. Ovaliteten och avsmalningen på kjolen, liksom, förhindrar att kolven kläms, och urtagningarna förhindrar att kolven kommer i kontakt med vevaxelns motvikter. Dessutom minskar utskärningar i kjolen kolvens massa. För bättre inkörning till cylindern är kolvkjolens yttre yta belagd med ett tunt lager tenn. Hålet i utsprången för kolvtappen är förskjutet i förhållande till kolvens mittplan. Detta minskar förvrängning och stötar när du passerar genom övre dödpunkten (TDC).
Kolvarna i personbilsmotorer kan ha bottnar av olika konfigurationer för att bilda förbränningskammare med den erforderliga formen tillsammans med cylinderhuvudets inre yta. Kolvhuvudena kan vara plana, konvexa, konkava eller med formade urtag.
Kolvringar täta cylinderutrymmet, förhindra att gaser läcker in i motorns vevhus (kompressionsventiler 19) och att olja kommer in i förbränningskammaren (oljeskraparventil 18). Dessutom tar de bort värme från kolvhuvudet till cylinderväggarna. Kompressions- och oljeskrapor är delade. De är gjorda av speciellt gjutjärn. På grund av sin elasticitet passar ringarna tätt mot cylinderns väggar. I detta fall kvarstår ett litet gap (0,2...0,35 mm) mellan de skurna ändarna på ringarna (i låsen).
Den övre kompressionsringen, som fungerar under de mest svåra förhållanden, har ett tunnformat tvärsnitt för att förbättra dess inbrott. Dess yttre yta är förkromad för att öka slitstyrkan.
Den nedre kompressionsringen har ett tvärsnitt av skrapar (det finns ett spår på dess yttre yta) och är fosfaterad. Förutom huvudfunktionen utför den också en extra funktion - oljeutlösningsringen.
Oljeskraparringen på den yttre ytan har ett spår och slitsar för att dränera olja borttagen från cylinderväggarna in i kolvens inre hålighet. På den inre ytan har den ett spår i vilket en expansionsspiralfjäder är installerad, vilket ger ytterligare kompression av ringen till motorcylinderns väggar.
Kolvstift tjänar till att leda kolven med vevstakens övre huvud. Finger 26 – rör, stål. För att öka hårdheten och slitstyrkan är dess yttre yta uppkolad och härdad med högfrekventa strömmar. Tappen pressas in i vevstakens övre huvud med en interferenspassning, som förhindrar dess axiella rörelse i kolven, vilket kan resultera i skador på cylinderväggarna. Kolvtappen roterar fritt i kolvnabbarna.
vevstake tjänar till att ansluta kolven till vevaxeln och överföra krafter mellan dem. Vevstången 27 är av stål, smidd, består av ett övre huvud 28 i ett stycke, en I-sektionsstång 29 och ett löstagbart nedre huvud 30. Det nedre huvudet förbinder vevstaken med vevaxeln. Den avtagbara halvan av det nedre huvudet är vevstakens lock och är fäst vid det med två bultar 31. Tunnväggiga bimetalliska stål-aluminiumfoder 32 på vevstakeslagret är införda i vevstakens nedre huvud. I vevstakens nedre huvud finns ett speciellt hål 33 för smörjning av cylinderväggarna.
Vevaxel tar emot krafter från vevstängerna och överför det vridmoment som skapas på den till fordonets transmission. Den driver också olika motormekanismer (gasdistributionsmekanism, oljepump, tändningsfördelare, kylvätskepump, etc.).
Vevaxel 34 är femlager, gjuten av speciellt höghållfast gjutjärn. Den består av huvud 35 och vevstake 38 axeltappar, 37 sidor, 39 motvikter, främre 35 och bakre 40 ändar. Vevaxelns huvudtappar är installerade i lager (huvudlager) i motorns vevhus, vars foder 44 är tunnväggiga, bimetalliska stål-aluminium.
De nedre huvudena på vevstängerna är fästa vid vevaxelns vevaxelns vevstakar. Vevstångslager smörjs genom kanaler som förbinder huvudtapparna med vevstängerna. Kinderna förbinder vevaxelns huvud- och vevstångslager, och motvikterna avlastar huvudlagren från centrifugalkrafterna från obalanserade massor.
Vid den främre änden av vevaxeln är monterade: drivhjulet för kedjedrevet; remskiva för att driva en fläkt, kylvätskepump, generator; en spärrhake för att vrida axeln manuellt med hjälp av ett starthandtag. I den bakre änden av vevaxeln finns ett speciellt uttag för att installera lagret på växellådans primära (driv)axel. Svänghjulet 43 är fäst vid änden av den bakre änden av axeln med hjälp av en speciell bricka 41 med bultar 42.
Vevaxeln är säkrad mot axiella rörelser av två stödhalvringar 45, vilka är installerade i motorns cylinderblock på båda sidor om det bakre huvudlagret. Dessutom är en stål-aluminiumring placerad på framsidan av lagret och på baksidan - gjord av sintrade material (metall-keramik).
Svänghjul säkerställer likformig rotation av vevaxeln, ackumulerar energi under arbetsslaget för att rotera axeln under förberedande slag och tar bort delarna av vevaxeln från döda ställen. Energin som ackumuleras av svänghjulet gör det lättare att starta motorn och säkerställer att fordonet börjar röra sig. Svänghjul 43 är en massiv skiva gjuten av gjutjärn. Ett stålkranshjul pressas på svänghjulsfälgen, utformat för att starta motorn med en elektrisk startmotor. Kopplingsdelarna är fästa på svänghjulet. Svänghjulet, som är en del av vevmekanismen, är också en av de ledande delarna av kopplingen.
Vevmekanismen är designad att omvandla kolvens fram- och återgående rörelse till vevaxelns rotationsrörelse.
Delarna av vevmekanismen kan delas in i:
- stationär - vevhus, cylinderblock, cylindrar, topplock, topppackning och panna. Typiskt är cylinderblocket gjutet tillsammans med den övre halvan av vevhuset, varför det ibland kallas för blockvevhus.
- rörliga delar av vevaxeln - kolvar, kolvringar och stift, vevstakar, vevaxel och svänghjul.
Dessutom innehåller vevmekanismen olika fästelement, såväl som huvud- och vevstångslager.
Block vevhus
Block vevhus- huvudelementet i motorramen. Den utsätts för betydande kraft och termisk påverkan och måste ha hög hållfasthet och styvhet. Vevhuset innehåller cylindrar, vevaxelstöd, vissa gasdistributionsmekanismer, olika komponenter i smörjsystemet med dess komplexa nätverk av kanaler och annan hjälputrustning. Vevhuset är tillverkat av gjutjärn eller aluminiumlegering genom gjutning.
Cylinder
Cylindrarär styrelement ⭐ av vevmekanismen. Kolvar rör sig inuti dem. Längden på cylindergeneratrisen bestäms av kolvens slag och dess dimensioner. Cylindrar arbetar under förhållanden med kraftigt växlande tryck i håligheten ovanför kolven. Deras väggar kommer i kontakt med lågor och heta gaser med temperaturer upp till 1500...2500 °C.
Cylindrar måste vara starka, styva, värme- och slitstarka med begränsad smörjning. Dessutom ska cylindermaterialet ha goda gjutegenskaper och vara lätt att bearbeta. Typiskt är cylindrar gjorda av speciallegerat gjutjärn, men aluminiumlegeringar och stål kan också användas. Cylinderns inre arbetsyta, som kallas dess spegel, är noggrant bearbetad och pläterad med krom för att minska friktionen, öka slitstyrkan och hållbarheten.
I vätskekylda motorer kan cylindrarna gjutas tillsammans med cylinderblocket eller som separata foder installerade i blockhålen. Mellan cylindrarnas ytterväggar och blocket finns håligheter som kallas en kylmantel. Den senare är fylld med vätska som kyler motorn. Om cylinderfodret är i direkt kontakt med kylvätskan med dess yttre yta, kallas det vått. Annars kallas det torrt. Användningen av utbytbara våta liners gör motorreparationer enklare. När de installeras i ett block är våta liners tillförlitligt förseglade.
Luftkylda motorcylindrar gjuts individuellt. För att förbättra värmeavledningen är deras yttre ytor utrustade med ringformade fenor. På de flesta luftkylda motorer är cylindrarna och deras huvuden säkrade med vanliga bultar eller dubbar till toppen av vevhuset.
I en V-formad motor kan cylindrarna i en rad vara något förskjutna i förhållande till cylindrarna i den andra raden. Detta beror på det faktum att två vevstakar är fästa vid varje vevaxelvev, varav den ena är avsedd för kolven i blockets högra halva och den andra för kolven i den vänstra halvan av blocket.
Cylinder block
Ett cylinderhuvud är installerat på det noggrant bearbetade övre planet av cylinderblocket, vilket stänger cylindrarna ovanifrån. I huvudet ovanför cylindrarna finns urtag som bildar förbränningskammare. För vätskekylda motorer finns en kylmantel i cylinderhuvudets kropp, som kommunicerar med cylinderblockets kylmantel. Med ventilerna placerade på toppen har huvudet säten för dem, inlopps- och utloppskanaler, gängade hål för installation av tändstift (för bensinmotorer) eller injektorer (för dieselmotorer), smörjsystemledningar, montering och andra hjälphål. Materialet för blockhuvudet är vanligtvis aluminiumlegering eller gjutjärn.
En tät anslutning mellan cylinderblocket och cylinderhuvudet säkerställs med bultar eller dubbar med muttrar. För att täta skarven för att förhindra läckage av gaser från cylindrarna och kylvätska från kylmanteln, installeras en packning mellan cylinderblocket och cylinderhuvudet. Den är vanligtvis gjord av asbestkartong och fodrad med tunn stål- eller kopparplåt. Ibland gnuggas packningen med grafit på båda sidor för att skydda den från att fastna.
Den nedre delen av vevhuset, som skyddar vevens delar och andra motormekanismer från förorening, brukar kallas sumpen. I motorer med relativt låg effekt fungerar pannan även som reservoar för motorolja. Pallen är oftast gjuten eller tillverkad av stålplåt genom stansning. För att eliminera oljeläckage installeras en packning mellan vevhuset och sumpen (på lågeffektmotorer används ofta ett tätningsmedel - "vätskepackning") för att täta denna skarv.
Motorram
De fasta delarna av vevmekanismen som är anslutna till varandra är kärnan i motorn, som absorberar all huvudkraft och termiska belastningar, både interna (relaterade till motorns drift) och externa (på grund av transmissionen och chassit). Kraftbelastningarna som överförs till motorramen från fordonets stödsystem (ram, kaross, hölje) och bakåt beror väsentligt på metoden för motormontering. Vanligtvis är den fäst vid tre eller fyra punkter så att belastningar orsakade av förvrängningar av stödsystemet som uppstår när maskinen rör sig över ojämna ytor inte beaktas. Motorfästet måste utesluta möjligheten av dess förskjutning i horisontalplanet under påverkan av längsgående och tvärgående krafter (under acceleration, bromsning, svängning etc.). För att minska vibrationer som överförs till fordonets stödsystem från en motor i gång installeras gummikuddar av olika utformningar mellan motorn och undermotorramen vid monteringspunkterna.
Vevmekanismens kolvgrupp bildas av kolvaggregat med en uppsättning kompressions- och oljeskrapor, kolvtapp och dess fästdelar. Dess syfte är att uppfatta gastrycket under kraftslaget och överföra kraft till vevaxeln genom vevstaken, utföra andra hjälpslag och även täta cylinderns ovankolvhålighet för att förhindra att gaser tränger igenom in i vevhuset och vevhuset. penetration av motorolja i den.
Kolv
Kolvär ett metallglas av komplex form, installerat i en cylinder med botten uppåt. Den består av två huvuddelar. Den övre förtjockade delen kallas huvudet, och den nedre styrdelen kallas kjolen. Kolvhuvudet innehåller en botten 4 (fig. a) och väggar 2. Spår 5 för kompressionsringar är bearbetade i väggarna. De nedre spåren har dräneringshål 6 för att dränera olja. För att öka styrkan och styvheten hos huvudet är dess väggar utrustade med massiva ribbor 3 som förbinder väggarna och botten med klackar där kolvtappen är installerad. Ibland är även bottnens insida räfflad.
Kjolen har tunnare väggar än huvudet. I dess mittparti finns bossar med hål.
Ris. Design av kolvar med olika bottenformer (a-z) och deras element:
1 - chef; 2 - kolvvägg; 3 - revben; 4 - kolvbotten; 5 - spår för kompressionsringar; 6 - dräneringshål för oljeavtappning
Kolvhuvudena kan vara plana (se a), konvexa, konkava och formade (Fig. b-h). Deras form beror på typen av motor och förbränningskammare, den använda metoden för blandningsbildning och tillverkningstekniken för kolvarna. Den enklaste och mest tekniskt avancerade är den platta formen. Dieselmotorer använder kolvar med konkav och formad botten (se bild e-h).
När motorn är igång värms kolvarna upp mer än cylindrar kylda av vätska eller luft, så expansionen av kolvarna (särskilt aluminium sådana) är större. Trots förekomsten av ett gap mellan cylindern och kolven, kan den senare blockeras. För att förhindra fastklämning ges kjolen en oval form (ovalens huvudaxel är vinkelrät mot kolvtappsaxeln), kjolens diameter ökas jämfört med huvudets diameter, kjolen skärs (oftast en T- eller U-formad skärning görs), och kompensationsinsatser hälls in i kolven för att begränsa termiska expansionskjolar i vevstakens svängningsplan, eller kraftfullt kyla kolvens invändiga ytor med strålar av motorolja under tryck .
En kolv som utsätts för betydande krafter och termiska belastningar måste ha hög hållfasthet, värmeledningsförmåga och slitstyrka. För att minska tröghetskrafter och moment måste den ha en låg massa. Detta beaktas vid val av design och material för kolven. Oftast är materialet aluminiumlegering eller gjutjärn. Ibland används stål och magnesiumlegeringar. Lovande material för kolvar eller deras enskilda delar är keramik och sintrade material som har tillräcklig styrka, hög slitstyrka, låg värmeledningsförmåga, låg densitet och en liten värmeutvidgningskoefficient.
Kolvringar
Kolvringar tillhandahålla en tät rörlig anslutning mellan kolven och cylindern. De förhindrar genombrott av gaser från kolven ovanför håligheten in i vevhuset och inträde av olja i förbränningskammaren. Det finns kompressions- och oljeskrapor.
Kompressionsringar(två eller tre) är installerade i kolvens övre spår. De har ett snitt som kallas lås och kan därför fjädra tillbaka. I fritt tillstånd bör ringens diameter vara något större än cylinderns diameter. När en sådan ring sätts in i cylindern i ett komprimerat tillstånd, skapar den en tät anslutning. För att säkerställa att ringen som är installerad i cylindern kan expandera vid uppvärmning måste det finnas ett mellanrum på 0,2...0,4 mm i låset. För att säkerställa god inkörning av kompressionsringar används ofta ringar med avsmalnande ytteryta samt vridringar med avfasning på kanten på in- eller utsidan på cylindrar. På grund av närvaron av en avfasning är sådana ringar, när de är installerade i en cylinder, sneda i tvärsnitt och passar tätt mot väggarna i spåren på kolven.
Oljeskrapor ringar(en eller två) ta bort olja från cylinderväggarna så att den inte kommer in i förbränningskammaren. De är placerade på kolven under kompressionsringarna. Typiskt har oljeskrapor ringar ett ringformigt spår på den yttre cylindriska ytan och radiella genomgående slitsar för att dränera olja, som passerar genom dem till dräneringshålen i kolven (se fig. a). Förutom oljeskrapor med slitsar för oljedränering används kompositringar med axiella och radiella expanderare.
För att förhindra gasläckage från förbränningskammaren in i vevhuset genom kolvringarnas lås, är det nödvändigt att se till att låsen på intilliggande ringar inte är placerade på samma raka linje.
Kolvringar fungerar under svåra förhållanden. De utsätts för höga temperaturer, och smörjning av deras yttre ytor, som rör sig med hög hastighet längs cylinderspegeln, är inte tillräckligt. Därför ställs höga krav på materialet för kolvringar. Oftast används högkvalitativt legerat gjutjärn för deras tillverkning. Övre kompressionsringar, som fungerar under de mest svåra förhållanden, är vanligtvis belagda på utsidan med porös krom. Oljeskrapor i komposit är tillverkade av legerat stål.
Kolvstift
Kolvstift tjänar till en gångjärnsförbindning av kolven med vevstaken. Det är ett rör som passerar genom vevstakens övre huvud och installeras med dess ändar i kolvklackarna. Kolvtappen är fäst vid utsprången med två låsfjäderringar placerade i utsprångens speciella spår. Denna fäste gör att fingret (i detta fall kallas det en flytande) kan rotera. Hela ytan fungerar och den slits mindre. Stiftaxeln i kolvnabbarna kan förskjutas relativt cylinderaxeln med 1,5...2,0 mm i riktning mot den större sidokraften. Detta minskar kolvslag i en kall motor.
Kolvstift är gjorda av högkvalitativt stål. För att säkerställa hög slitstyrka härdas eller uppkolas deras yttre cylindriska yta och slipas och poleras sedan.
Kolvgrupp består av ett ganska stort antal delar (kolv, ringar, stift), vars massa kan fluktuera av tekniska skäl; inom vissa gränser. Om skillnaden i massan av kolvgrupperna i olika cylindrar är betydande, kommer ytterligare tröghetsbelastningar att uppstå under motordrift. Därför väljs kolvgrupper för en motor så att de skiljer sig obetydligt i vikt (för tunga motorer med högst 10 g).
Vevmekanismens vevstångsgrupp består av:
- vevstake
- övre och nedre vevstakehuvuden
- kullager
- vevstångsbultar med muttrar och element för deras fixering
vevstake
vevstake ansluter kolven till vevaxelns vev och omvandlar kolvgruppens fram- och återgående rörelse till vevaxelns rotationsrörelse, utför en komplex rörelse samtidigt som den utsätts för alternerande stötbelastningar. Vevstången består av tre konstruktionselement: stång 2, övre (kolv) huvud 1 och nedre (vev) huvud 3. Vevstångsstången har vanligtvis en I-sektion. För att minska friktionen pressas en bronsbussning 6 med ett hål för tillförsel av olja till gnidningsytorna in i det övre huvudet för att minska friktionen. Det nedre huvudet på vevstaken är delat för att möjliggöra montering med vevaxeln. För bensinmotorer är huvudkontakten vanligtvis placerad i en vinkel på 90° mot vevstakens axel. I dieselmotorer har vevstakens 7 nedre huvud som regel en sned koppling. Det nedre huvudhöljet 4 är fäst vid vevstaken med två vevstakebultar, exakt anpassade till hålen i vevstaken och kåpan för att säkerställa hög precision montering. För att förhindra att fästet lossnar är bultmuttrarna säkrade med saxsprintar, låsbrickor eller låsmuttrar. Hålet i det nedre huvudet är borrat tillsammans med locket, så vevstakeskåporna kan inte vara utbytbara.
Ris. Uppgifter om vevstakegrupp:
1 - övre vevstakehuvud; 2 - stång; 3 - vevstakens nedre huvud; 4 - nedre huvudskydd; 5 - liners; 6 - bussning; 7 - dieselvevstång; S - huvudvevstake för den ledade vevstakeenheten
För att minska friktionen i anslutningen av vevstaken med vevaxeln och underlätta motorreparationen, är ett vevstakeslager installerat i vevstakens nedre huvud, vilket är gjort i form av två tunnväggiga stålfoder 5 fyllda med en antifriktionslegering. Innerytan på fodren är exakt anpassad till vevaxeltapparna. För att fixera linersen i förhållande till huvudet har de böjda antenner som passar in i motsvarande spår i huvudet. Tillförseln av olja till gnidningsytorna tillhandahålls av ringformade spår och hål i fodren.
För att säkerställa en bra balans mellan vevmekanismens delar måste vevstångsgrupperna i en motor (liksom kolvens) ha samma massa med motsvarande fördelning mellan vevstakens övre och nedre huvuden.
V-twinmotorer använder ibland ledade vevstakar, bestående av parade vevstakar. Huvudvevstaken 8, som har en konventionell design, är ansluten till kolven i en rad. En extra bakre vevstake, ansluten med det övre huvudet till en kolv i en annan rad, är svängbart fäst med en tapp till det nedre huvudet på huvudvevstaken med det nedre huvudet.
Ansluten till kolven med hjälp av en vevstång, absorberar den krafterna som verkar på kolven. Den genererar vridmoment, som sedan överförs till transmissionen, och används även för att driva andra mekanismer och enheter. Under påverkan av tröghetskrafter och gastryck som kraftigt förändras i storlek och riktning, roterar vevaxeln ojämnt, upplever vridningsvibrationer, utsätts för vridning, böjning, kompression och spänning och tar även emot termiska belastningar. Därför måste den ha tillräcklig styrka, styvhet och slitstyrka med en relativt låg vikt.
Vevaxelkonstruktioner är komplexa. Deras form bestäms av antalet och arrangemanget av cylindrar, motorns driftordning och antalet huvudlager. Vevaxelns huvuddelar är huvudtappar 3, vevstångstappar 2, sidor 4, motvikter 5, främre ände (tå 1) och bakre ände (skaft 6) med en fläns.
De nedre huvudena på vevstängerna är fästa vid vevaxelns vevaxelns vevstakar. Axelns huvudtappar är installerade i vevhusets lager. Huvud- och vevstakestapparna ansluts med hjälp av kinder. En mjuk övergång från tapparna till kinderna, kallad filé, undviker spänningskoncentrationer och eventuella haverier av vevaxeln. Motvikter är utformade för att avlasta huvudlagren från de centrifugalkrafter som uppstår på vevaxeln under dess rotation. De görs vanligtvis som ett stycke med kinderna.
För att säkerställa normal motordrift måste motorolja tillföras under tryck till arbetsytorna på huvud- och vevstakestapparna. Olja rinner från hålen i vevhuset till huvudlagren. Sedan når den vevstakeslagren genom speciella kanaler i huvudtapparna, kinderna och vevtapparna. För ytterligare centrifugaloljarengöring har vevstakstapparna smutsuppsamlande hålrum stängda med pluggar.
Vevaxlar tillverkas genom smide eller gjutning av medelkolhaltiga och legerade stål (högkvalitativt gjutjärn kan också användas). Efter mekanisk och termisk behandling utsätts huvud- och vevstakestapparna för ythärdning (för att öka slitstyrkan) och slipas och poleras sedan. Efter bearbetning är axeln balanserad, d.v.s. en sådan fördelning av dess massa i förhållande till rotationsaxeln uppnås där axeln är i ett tillstånd av likgiltig jämvikt.
Huvudlager använder tunnväggiga slitstarka liners som liknar linersen i vevstakeslager. För att absorbera axiella belastningar och förhindra axiell förskjutning av vevaxeln, är ett av dess huvudlager (vanligtvis det främre) dragkraftigt.
Svänghjul
Svänghjulär fäst vid vevaxelns skaftfläns. Det är en noggrant balanserad gjutjärnsskiva av en viss massa. Förutom att säkerställa jämn rotation av vevaxeln hjälper svänghjulet till att övervinna kompressionsmotståndet i cylindrarna vid start av motorn och kortvariga överbelastningar, till exempel vid start av ett fordon. Ett ringdrev är fäst på svänghjulsfälgen för att starta motorn från startmotorn. Ytan på svänghjulet som kommer i kontakt med den kopplingsdrivna skivan är slipad och polerad.
Ris. Vevaxel:
1 - strumpa; 2 - vevstakestapel; 3 - molar hals; 4 - kind; 5 - motvikt; 6 - skaft med fläns